1.前言
人們生產和使用雙相不銹鋼近80年了。這些合金的特點是凝固時基本上100%的鐵素體,奧氏體是在固態時必須成核和長大的。早期的合金,如可鍛合金329和鑄造合金CD4MCu內所含的鐵素體要遠遠多于奧氏體。
另外,人們沒有重視氮的重要性,許多合金含很少的氮,所以,在冷卻狀態下,奧氏體成核和生長速度太慢,以致在焊后不進行熱處理時,不能在焊縫熱影響區內獲得平衡的奧氏體量。
當為了促使熔化區內的奧氏體形成而使用超合金化焊縫填充金屬時,這些合金的焊后熱影響區通常會變脆,耐腐蝕性能不好。氣焊的焊縫金屬也有這種缺陷。
在上世紀80年代,人們充分認識到了氮對雙相不銹鋼的重要性,通常會規定最低的氮含量要求。通過在基本金屬加入適當的氮含量,使用加大鎳含量的焊縫填充金屬,可使焊件在焊后狀態具有大致相等量的奧氏體和鐵素體,這樣顯著地改進了力學性能,提高了耐腐蝕性能。
接著就是要使熱輸入合理,以便通過合適的冷卻速率來達到熱影響區內合理的奧氏體—鐵素體平衡。熱輸入太低會導致鐵素體過多,熱輸入太高會導致金屬間相析出。現在常規的做法是,在焊接22%Cr雙相不銹鋼時,熱輸入在0.5~2.5kJ/mm之間,在焊接25%Cr雙相不銹鋼時,熱輸入在0.5~1.5kJ/mm之間。
盡管絕大多數雙相不銹鋼焊接件是在焊后狀態使用的,但是,至少有兩種情況通常需要進行焊后熱處理(退火)。雙相不銹鋼鑄件幾乎毫不例外需要進行退火處理,而且,如果通過焊接對鑄件缺陷進行修理,就必須對焊縫進行退火處理。通過焊接制造的大型焊接的封頭,無論是冷成型還是熱成型的,均需要進行退火。
2.所犯的錯誤
1.1不合理的基本金屬規范
在過去的25年中,最常見的雙相不銹鋼是稱之為2205的合金。文獻資料中幾乎均是利用UNSS31803的成分范圍來描述這種合金的。但是,UNS S31803氮含量最低為0.08%,實踐證明,要在焊后條件下使熱影響區和熔化區保持良好性能,這種水平的氮含量太低。
在意識到這一問題后,ASTM自2000年始,利用UNSS32205來定義2205。表1所示為UNS S31803和UNS S32205的成分范圍。值得注意的是,與S31803相比,S32205除了增加最低氮含量外,最低鉻和鉬含量也有所增加。Ogawa和Koseki已充分說明了氮對控制焊接過程中鐵素體/奧氏體相平衡的重要性。
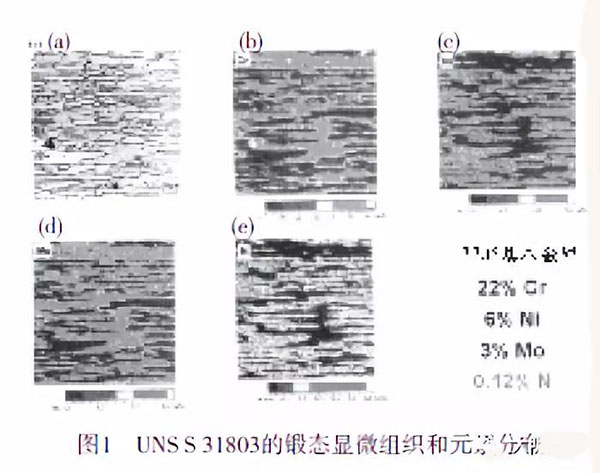
圖1~3就取自他們的報告。圖1所示為與UNS S31803成分符合,但與UNS S32205成分不符合的鍛鋼的顯微組織和其鐵素體相與奧氏體相之間的合金元素分布。對S32205來說,0.12%的氮含量太低。在圖1(a)中鐵素體為較暗的灰色,而奧氏體幾乎為白色。從圖可看出,在鐵素體相內,富含鉻和鉬,在奧氏體相內富含鎳和氮。
特別是鉻在鐵素體內的含量約為25%,在奧氏體內僅為20%,見圖1(b),鉬在鐵素體內的__含量約為3.5%,在奧氏體內鉬含量僅為2.5%,見圖1(d),同時,鎳在奧氏體內的含量為7.5%,在鐵素體內約為5%,見圖1(c),氮在奧氏體內的含量約為0.3%,而在鐵素體內為零,見圖1(e)。相的分布基本平衡。由于鋼是熱軋產品,組織呈條帶狀。
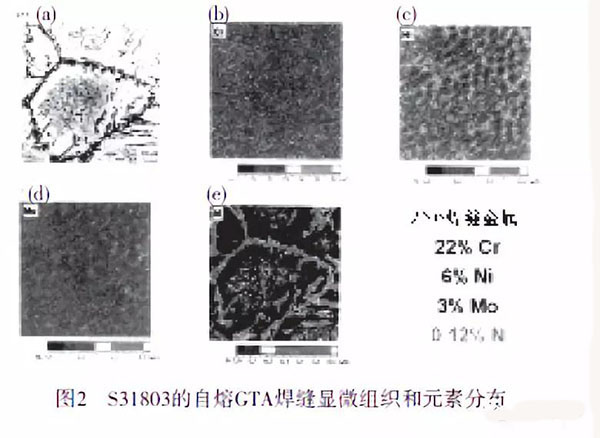
與圖1相比,圖2所示為UNSS31803的自熔GTA焊縫的熔化區的顯微組織和合金元素分布,該材料與圖1內的材料相同。奧氏體在鐵素體晶粒內分布不多,主要位于原鐵素體晶界的薄層處。
很難在鐵素體和奧氏體之間分出鉻、鎳和鉬的分布。人們很難在類似圖2(a)相分布的圖2(b), 2(c)或2(d)中看出合金元素分布的圖型。但是,氮的分布表明,鐵素體晶界周圍奧氏體片條內的氮的濃度要高于鐵素體晶粒內的氮濃度。
這可能是由于這些區域內的氮有足夠的時間擴散到鐵素體晶界上的奧氏體,造成奧氏體片旁邊的區域實際上不含氮,見圖2(e)所示。在鐵素體晶粒內部,氮被阻擋,沒有機會進入奧氏體,以氮化鉻析出,清晰可見,見圖(2a)。對熔化區來說,大的鐵素體晶粒和氮化鉻析出物相組合對熔化區的韌性和耐腐蝕性能非常有害。
實際上,如前所述,熔化區凝固的100%是鐵素體。然后,在開始向奧氏體進行轉變時,需要進行擴散。由于鉻、鎳和鉬是置換元素,在固態中擴散相對較慢,所以,在正常焊接冷卻條件下它們不能在鐵素體和奧氏體之間取得平衡分配。但是,氮是間隙元素,其擴散速度比置換元素快100倍左右。結果,它有更多地進入奧氏體的能力,雖然并非如圖2所示的成分完全進入。
在含有0.12%氮的材料中,熱影響區的最熱部分的行為與焊縫金屬相似。特別是它是由100%鐵素體構成,然后在固態中部分轉變成奧氏體。所以,它更傾向于形成大型鐵素體晶粒和沿原先的鐵素體晶界形成的奧氏體條片。雖然通過選用鎳含量較高的填充金屬來加速奧氏體的形成可對熔化區的成分進行控制,但對熱影響區的控制不大。這樣一來,為了達到最佳性能,在焊后結構中最好避免使用這種成分。
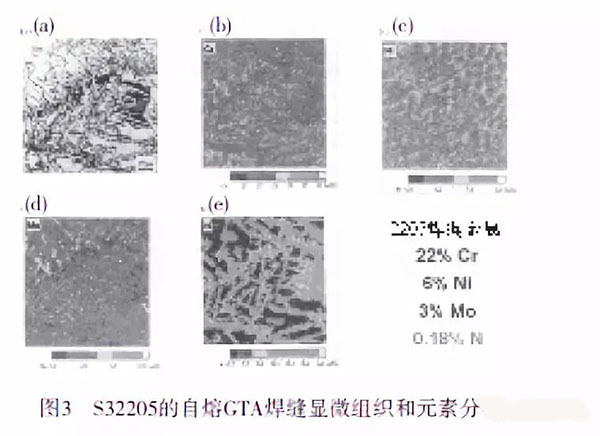
圖3所示為當2205合金氮含量高于圖2所示的氮含量,滿足了UNS S31803和S32205的成分極限,其GTA熔化區的顯微組織和合金元素的分布。由于圖3中焊縫金屬的氮含量較高(氮含量為0.18%,與其相比,圖2的氮含量為0.12%),顯著地改變了焊后組織。
特別是在圖3(a)中可清楚看出形成的奧氏體多于圖2(a)形成的奧氏體,奧氏體分散穿過整個鐵素體晶粒,而不是主要局限于鐵素體晶界。與圖2(a)相比,在圖3(a)中看不到氮化鉻的析出。相反,所有的氮都進入了奧氏體,見圖3(e)所示。而且在圖3(b)和(d)中明顯地在該區域可看出鉻和鉬的少量的分布,沿原鐵素體晶界首先形成的奧氏體中鉻和鉬的含量要少于原鐵素體晶粒。
由于該試樣的氮含量較高,就可能造成在比0.12%N合金更高的溫度開始形成奧氏體,而且,由于在較高的溫度開始擴散和轉變,鉬和鉻可能會擴散得更快,擴散的時間會更長。在圖3(a)中還可看到,整個原鐵素體晶粒上形成的奧氏體條片打碎了原來粗大的鐵素體晶粒。
隨著原鐵素體晶粒被內部奧氏體條片打成小晶粒,改進了韌性。而且由于沒有氮化鉻析出,改進了耐腐蝕性能。在熱影響區的高溫部分也是如此。這樣一來,就可得出結論,圖3中氮含量較高的UNSS32205明顯優于圖2中氮含量較低的UNS S31803。
因此,很明顯,UNS S31803不適于作為焊后狀態用途的基本金屬,應該使用UNS S32205。在雙相不銹鋼中,UNS S31803不是惟一的不適于用做焊接結構的基本金屬。屬于UNS S32550成分的255合金的情況也是如此。
表2比較了UNSS32550與用于堆焊的UNSS32520的成分,其成分大體上相同,但是,UNS S32520的最低氮含量要比UNS S32550高,所以,很清楚,UNS S32520更適用于焊后狀態的用途。另外,也可使用UNSS32550,但是,要把該鋼種成分的氮含量控制在上限才行。
1.2不合理的焊接熱輸入
關于焊接熱輸入的傳統觀點是, 在焊接含鉻量22%的雙相不銹鋼時,熱輸入應限制在0.5~2.5kJ/mm,在焊接含鉻量25%的超級雙相不銹鋼時,熱輸入應限制在0.5~1.5kJ/mm。
當采用更低(這里指<0.5kJ/mm,熱輸入小,熱量小,冷速快!)的熱輸入時,即使對含高氮的雙相鋼,在非常快的冷卻速度下奧氏體的形成也不充分。當采用更高(這里指>1.5kJ/mm,熱輸入大,熱量大,冷速慢!)的熱輸入時,在慢的冷卻條件下,在鐵素體內有金屬間化合物析出的趨勢。
25%Cr超級雙相不銹鋼與22%Cr雙相不銹鋼相比,25%Cr超級雙相不銹鋼的趨勢更加明顯。
Karlsson等人指出,在含氮量較高的,含22%Cr雙相不銹鋼,如UNS S32205的焊接過程中形成析出物的趨勢相當低,在焊接過程中,只要遵守上述焊接熱輸入限制就沒有風險。
但是,他還進一步指出,當焊接25%Cr的超級雙相不銹鋼時,即使將焊接熱輸入限制在0.5~1.5kJ/mm,也不能保證多道焊縫沒有析出物。在這些高合金鋼中,焊縫的多次加熱循環會導致氮化鉻、二次奧氏體和包括σ相在內的各種金屬間化合物的析出。表3列出了基本金屬和焊條的成分范圍。
請注意,除了按照慣例促使在焊后狀態形成奧氏體,填充金屬的鎳含量高外,填充金屬中還添加了少量銅和鎢,為了使其與基本金屬相匹配。許多填充金屬制造廠家推薦填充金屬/基本金屬的組合材料。
工藝評定測試用的板厚為9.5mm。接頭坡口形式是單面V型坡口,坡口角度為60度,根部間隙為1.5mm,鈍邊為3mm。最初的工藝評定測試使用的是3.2mm的電焊條。在V型坡口中進行焊接十次后,對根部進行清根,使其露出完好的金屬,然后再焊兩個道次完成焊接。
所有焊道的平均焊接熱輸入為0.7kJ/mm。在-40℃從焊縫金屬和熱影響區切取了小尺寸(8mm厚的)夏比V型缺口試樣并進行了測試。沖擊試驗要求是27J,熱影響區遠遠超過了該要求。但是在對焊縫金屬進行初次實驗和重復試驗時,三個夏比V型缺口試樣中的兩個試樣沒有達到27J。
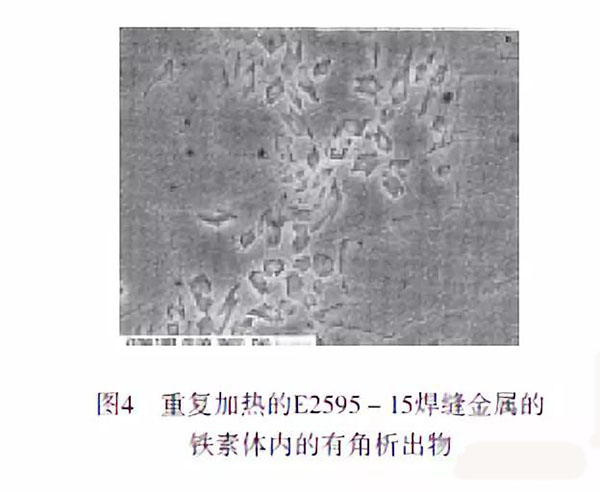
為了找出焊縫金屬沖擊試驗結果不高的原因,利用掃描電子顯微鏡檢測了工藝評定測試用的焊縫試樣。圖4所示為試樣中部厚度附近焊縫金屬的顯微組織。僅在鐵素體內就有大量的有角析出物。但是沒有準確確定到底是什么析出物。我們的結論是析出物是在對測試試樣進行十二道次的焊接時反復重復加熱產生的。
因此,使用相同的接頭設計和電焊條,又進行了一次新的工藝評定測試。在新的工藝測試中,為了使焊接熱輸入在1.2~1.3 kJ/mm之間,降低了焊接速度,焊接是通過在上部進行四個道次的焊接,在清根后進行一個道次的焊接完成的。在溫度為-40℃時,大小相同的小尺寸夏比V型缺口沖擊試樣完全超過了27J的要求。顯微組織內也沒有各種析出物。
管道內的根部焊道有呈現出不當熱輸入特殊情況的可能。在培訓碳鋼管道的焊接人員時,要求他們在進行根部焊道的焊接時要采用相當快的速度進行焊接,通常,在向下立焊時,使用纖維素電焊條,然后,采用“熱焊道”的高熱輸入,防止碳鋼產生氫致裂紋。
但是,在熱輸入較高的“熱焊道”后,進行低熱輸入的根部焊道的焊接會使根部焊道過熱,造成超級雙相不銹鋼的根部焊道內金屬間化合物的析出。
因為在使用過程中,根部焊道表面通常與腐蝕介質接觸,這種情況非常危險。雖然金屬間化合物有損于韌性,但是,埋在焊接接頭內的金屬間化合物遠離暴露面,其危害程度要低于根部焊道內的金屬間化合物,原因是埋在焊接接頭內的金屬間化合物一般不與腐蝕介質接觸,而根部焊道內的金屬間化合物與腐蝕介質接觸。
在焊接雙相不銹鋼,特別是超級雙相不銹鋼管道時的規范操作是根部焊道的熱輸入要大于最初的填充焊道。厚度為6mm左右的根部焊道使用效果相當好。
1.3不合理的焊后熱處理
如果焊接的鑄件或焊接成型的封頭需要進行焊后熱處理,那么,使用常用的富鎳填充金屬,再加上采用滿足基本金屬規范但不合理的退火溫度就會使雙相不銹鋼加工制造廠犯另外一個錯誤(對雙相不銹鋼來說,通常鎳含量為9%,其他與填充金屬相似,如表3中所示的E2595-15填充金屬)。
一般的要求是在最低1040℃的溫度進行退火,然后從退火溫度進行水淬。由于人們不太了解在加熱到退火溫度的過程中,雙相不銹鋼中幾乎總是形成σ相,而鎳含量較高會使σ相的固溶相線溫度增高。在這種情況下,富鎳的焊縫金屬就危險。Grobner制做的圖5所示為鎳對25%Cr-3.5%Mo合金σ相固溶相線溫度的影響。
雖然繪制該圖所用的合金不含諸如錳、硅和氮等合金元素,但是便于人們從本質上了解鎳的影響。它清楚地表明,σ相固溶相線溫度隨鎳含量的增加而增加。特別是它表明,含9%Ni的焊縫金屬的σ相固溶相線溫度會比含5%Ni的匹配基本金屬的σ相固溶相線溫度至少高50℃。
從本質上來說,圖5也可適用于22%Cr含量的合金,如利用富鎳填充金屬焊接的2205。焊縫金屬含8.3%Ni。由于擔心在加熱到退火溫度過程中形成的σ相在退火溫度溶解速度太慢,它在1040℃溫度下退火96小時。從退火溫度進行水淬后可清楚地看到有大量σ相存在。
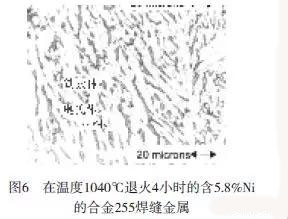
可得出這樣的結論,在溫度1040℃時,該成分內的σ相穩定。注意,由于退火時間長,與后面所示的相比,其顯微組織要粗大得多。圖6所示為與合金255成分(5.8%Ni)完全相匹配的焊縫金屬。焊縫金屬是水淬前在溫度1040℃退火4個小時,它不含σ相,延展性相當好(在4∶1標距長度與直徑比的拉伸試驗中,伸長率為34%)。
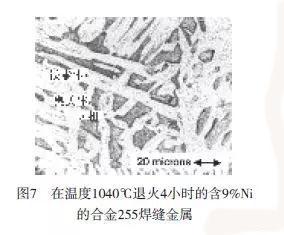
當將其他成分相似,但鎳含量達9%的焊縫金屬255合金在溫度1040℃進行退火并進行水淬火時,結果是在整個顯微組織有大量的σ相,見圖7。在圖7中,σ相呈現灰色,奧氏體呈現白色,鐵素體呈現黑色。焊縫金屬相當脆,伸長率僅為7%(與其相比,在焊后狀態伸長率為26%)。
值得注意的是,該9%Ni焊縫金屬的焊后鐵素體含量為54FN,但是,在溫度1040℃進行退火后,FN下降到28,說明由于該熱處理,大約一半的原鐵素體變成σ相。這實質上與圖7所示的顯微組織一致。
相同的9%Ni焊縫金屬,在溫度1150℃退火,在爐內冷卻到1040℃,并在1040℃保溫30分鐘,然后在σ相成核前進行水淬,測量得出45FN,具有35%的伸長率,在顯微組織內沒有σ相。
“分級退火”允許氮的近平衡分配,這也是合金255供應商稱基體金屬有卓越的耐腐蝕性能的地方。從本文可清楚地看出,為了避免σ相帶來的危害,富鎳填充金屬要求的退火溫度比基體金屬更高。
3.結論
實踐證明,雙相不銹鋼,包括超級雙相不銹鋼,具有良好的焊接性能,是非常重要的工程材料。然而,由于粗心和不了解情況,也會犯一些錯誤。為使熱影響區和焊縫金屬具有良好的性能,規定使用含氮量至少為0.14%的高氮含量的基本金屬是適當的。否則,至少在熱影響區會有大量鐵素體、氮化鉻析出,損害耐腐蝕性能和力學性能。
為了避免超級雙相不銹鋼在多次重復加熱區域內產生析出,應避免選擇使用大量的低熱輸入,小焊道。而且,在焊接雙相不銹鋼和超級雙相不銹鋼管道時,為了避免在管道內表面產生析出物,根部焊道要用較高的熱輸入(大于1kJ/mm),大于最初幾個連續焊道的熱輸入。焊接的雙相不銹鋼的焊后退火需要考慮以下情況,即,溶解富鎳含量的焊縫金屬的σ相的溫度要比基體金屬高。
滄州五森管道設備有限公司 管道支吊架